-

云南馳宇建材有限公司
主營:昆明接地鍍鋅扁鐵批發,云南鋼模板租售公司,云南止水鋼板加工廠家
云南馳宇建材有限公司
主營:昆明接地鍍鋅扁鐵批發,云南鋼模板租售公司,云南止水鋼板加工廠家
 10
10

云南昆明黑方管廠家報價,今天黑方管價格在3600左右,詳情可以咨詢云南馳宇建材有限公司,品質優,規格齊全,售后好,價格合理。
云南馳宇建材有限公司,品質優,規格齊全,售后好,價格合理。公司經營業服務 1.鋼材詢價、洽談、銷售、開單; 2.鋼材配送;一站式配送到目的地。 3.生產廠、供應、出廠價,供應商、規格表訂貨, 4.定制加工;電鍍鋅/冷鍍鋅/催鍍鋅/吊鍍鋅/預鍍鋅代加工; 5.鋼材零售、批發、切割、打孔; 6.可提供相關鋼材知識講解; 7.可提供相關鋼材質保書以及相關資料。8.提供(加10%稅)
市面上的黑方管和白方管是如何定義,又有哪些區別?
1.低壓流體輸送用焊接方管也稱一般焊接方管,俗稱黑材方管,黑方管。是用于輸送水、煤氣、空氣、油和取暖蒸汽等一般較低壓力流體和其他用途的焊接鋼方管。方鋼管接壁厚分為普通鋼方管和加厚鋼方管。方鋼管的規格用公稱口徑和壁厚(mm)表示。習慣上常用口徑表示,如200方等。低壓流體輸送用焊接鋼方管除直接用于輸送流體外,還大量用作鋼結構、幕墻結構以及、機械制造、船舶工業、汽車工業等的鋼方管。
2.低壓流體輸送用鍍鋅焊接鋼方管也稱鍍鋅電焊鋼方管,俗稱白方管。是用于輸送水、煤氣、空氣油及取暖蒸汽、暖水等一般較低壓力流體或其他用途的熱浸鍍鋅焊接(爐焊或電焊)鋼方管。方管接壁厚分為普通鍍鋅鋼方管和加厚鍍鋅鋼方管;接管端形式分為不帶螺紋鍍鋅鋼方管和帶螺紋鍍鋅鋼方管。
本公司另有非標方管產品價格*優惠,歡迎電話垂詢詳細價格!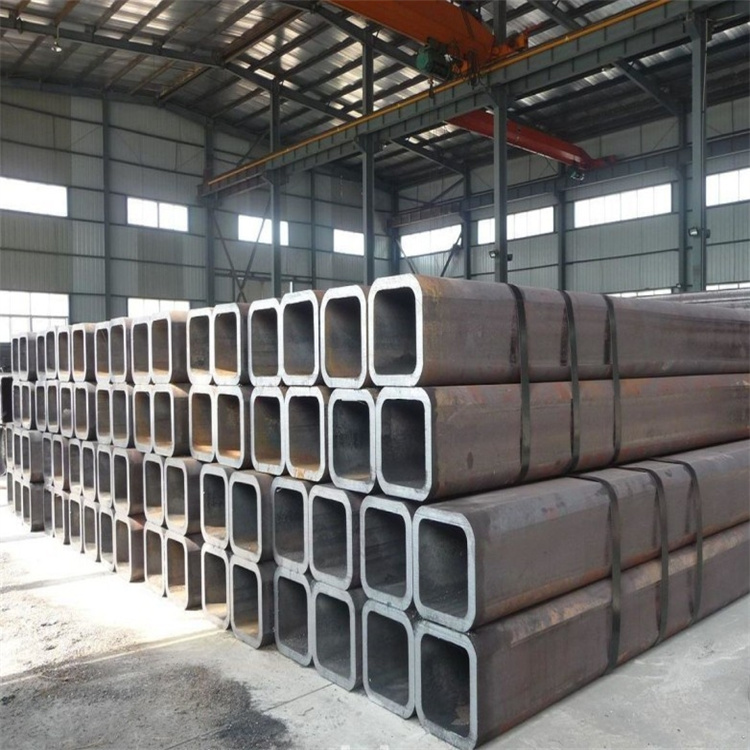
矩形管焊接規范的工藝試驗和工藝分析
焊接規范通過工藝試驗和工藝分析,確定矩形管對接焊縫采用雙二氧化碳氣體保護電弧焊。焊接材料h08mn2sia,1.2毫米線;純二氧化碳氣體保護氣體。**層的焊接電流為200~250 A,240~之東,二層;電弧電壓是24~26v。工藝要求是:**層焊縫必須保證良好的焊接,形成在后;焊接電流,電弧電壓,送絲速度和焊接速度根據設備式調節器。
矩形管焊接規范的工藝試驗和工藝分析
焊接規范通過工藝試驗和工藝分析,確定矩形管對接焊縫采用雙二氧化碳氣體保護電弧焊。焊接材料h08mn2sia,1.2毫米線;純二氧化碳氣體保護氣體。**層的焊接電流為200~250 A,240~之東,二層;電弧電壓是24~26v。工藝要求是:**層焊縫必須保證良好的焊接,形成在后;焊接電流,電弧電壓,送絲速度和焊接速度根據設備式調節器。
焊接順序減少變形的矩形,焊接順序應按以下原則:從中間向兩邊對稱分層分段焊接,焊接變形,通過焊接小,有利于應力擴散和釋放,避免在焊接生產復雜應力。通過擺動焊接,焊接開始形成的狹窄區的塑性變形只發生一次,因連續擺動焊接,熱輸入,加熱面積大,壓縮塑性變形引起的面積大,所以焊接收縮變形大。
方管的熱浸鍍鋅簡要介紹
熱浸鍍鋅也叫熱鍍鋅,其原理簡單的說即是將已清洗潔凈的鐵件,經由Flux 的潤濕作用,浸入鋅浴中,使鋼鐵與熔融鋅反應生成一合金化的皮膜。良好的熱浸鍍鋅作業,應是各流程均在嚴格的管制下,徹底發揮該流程的功能。且若前*程的操作不善,會造成后續流程的連鎖不良反應,而大量增加作業成本或造成不良熱浸鍍鋅產品。若前處理不良,則熔鋅無法與鋼鐵正常完全反應,形成較**的鍍鋅皮膜組織。若后處理不良,則破壞鍍鋅皮膜外觀,降低商品**等。
方管的熱浸鍍鋅簡要介紹
一、熱浸鍍鋅概述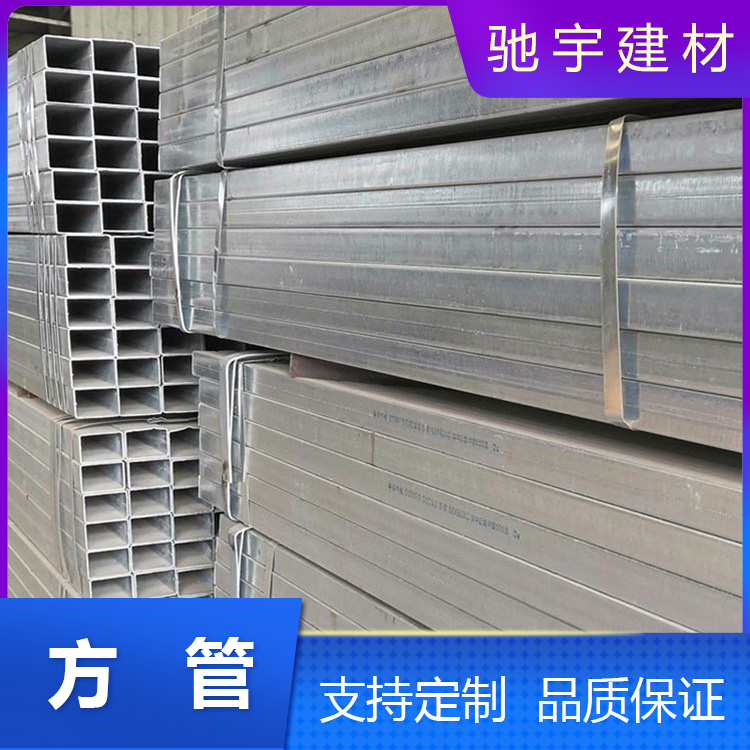
熱浸鍍鋅也叫熱鍍鋅,其原理簡單的說即是將已清洗潔凈的鐵件,經由Flux 的潤濕作用,浸入鋅浴中,使鋼鐵與熔融鋅反應生成一合金化的皮膜。良好的熱浸鍍鋅作業,應是各流程均在嚴格的管制下,徹底發揮該流程的功能。且若前*程的操作不善,會造成后續流程的連鎖不良反應,而大量增加作業成本或造成不良熱浸鍍鋅產品。若前處理不良,則熔鋅無法與鋼鐵正常完全反應,形成較**的鍍鋅皮膜組織。若后處理不良,則破壞鍍鋅皮膜外觀,降低商品**等。
二、熱浸鍍鋅的特點
1.整個鋼材表面均受到保護,無論在凹陷處管件內部,或任何其它涂層很難進入的角落,溶化鋅均很*均勻的覆蓋上。
落地鏜銑 2.鍍鋅層的硬度值比鋼材還大。較上層的Eta layer 只有 70 DPN 硬度,故易受碰撞而凹入,但下層Zeta layer 及 delta layer 分別有179及211 DPN 硬度值比鐵材的159 DPN硬度值較還高,故其抗沖擊及抗磨耗性均相當良好。
3.在邊角區,鋅層往往比其它地方還厚,且有良好的韌性及抗磨耗性。而其它涂層在此邊角處,往往是較薄較不易施工,較易受傷害處,故常須再維護。
4.即使因受很大的機械傷害或其它原因。造成一小部份的鋅層脫落,將鐵基裸露,此時,周圍鋅層就會發揮犧牲陽極的功能,來保護此處鋼鐵,使其不受侵蝕。而其它涂層則剛好相反,銹會馬上生成,且*漫延至涂層下面,引起涂層剝落。
5.鋅層在大氣中的消耗是非常緩慢的,約為鋼鐵腐蝕速率的1/17至1/18,且是可預估的。其壽命遠**過其它任何涂層。
6.鍍層壽命在某一特定的環境下,主要視鍍層厚度而定。而鍍層厚度又受鋼鐵厚度而決定,即越厚的鋼鐵易得較厚的鍍層,故同一個鋼構中厚的鋼鐵部位一定也得到較厚的鍍層,以保證得到較長的壽命。
7.因美觀、藝術,或在特定嚴重腐蝕環境使用時,鍍鋅層可再施以上漆處理duplex system,只要漆的系統選用正確、施工*,其防蝕效果比單獨上漆及熱浸鋅壽命加起來還要好上1.5~2.5倍。
8.用鋅層來保護鋼鐵,除了熱浸鍍鋅法外,尚有其它數種方法,其優劣比 較如表3,一般使用較廣、防蝕效果較好且經濟效益較佳者,為熱浸鍍鋅法。
三、熱浸鍍鋅的判定標準及方法
1.附著量
耐蝕性主要決定于鍍鋅層的厚度,故量測厚度常為主要判定鍍鋅質量好壞的根據,鍍鋅層受鋼材表面的成分、組織、結構不同而有不同的反應,另進出鋅溶液的角度、速度亦有很大的影響。故預得完全均一的鍍層厚度,實際上不太可能。所以量測附著量**不能以單一點(部位)來判定,必須要量測其單位面積(㎡)平均附著鋅重(g)才有意義。
量測附著量的方法有很多種,如破壞性的切片金相觀測法、酸洗法,非破壞性的膜厚計法、電化學法、進出貨重量差估計法等。一般常用的為膜厚計法及酸洗法。
膜厚儀(鍍層測厚儀)為一利用磁場感應來量測鋅層厚度較普遍省事的方法,其基本條件為鋼鐵表面必須平滑、完整,才可得較準確數字。故在鋼材邊角處或粗糙、有角度鋼件或鑄件等,均不太可能會的一準確的數字。普通鐵件用原鐵材當歸零基材,尚可得相當準確的數字,鑄件就**不準確了。
酸洗法為正式檢驗報告用,較準確的方法,惟切片時必須注意上下部位的公平取舍,才可得準確數字。但其亦有缺點,如費時甚多,復雜鋼材面積不易求得,太大件無法整個酸洗等。故充分利用膜厚計來控制現場制程,而用酸洗法來做最后檢測,就已經足夠了。
2.均一性
熱浸鍍鋅鋼鐵較易生銹的部位,仍是鋅層較薄的地方,故必要測其較薄部位是否符合標準。
均一性的試驗法,一般都用銅試驗,但此方法對于由鋅層和合金層組成的鍍鋅層皮膜測試很有問題。此因鋅層與合金層在銅試驗液中的溶解速度不同,合金層中也因鋅/鐵的比率差異而不同。所以,以一定浸漬時間的反復次數來判定均勻性并不是很合理。
因此,較近歐美規格及JIS中,均有廢止此試驗方法的傾向,以分布取代均一性,以目視或觸感為主,必要時才用膜厚計檢查分布狀態。
又形狀復雜的小構件因面積量測不易,不易求得平均膜厚,有時不得不用銅試驗法來做參考,但絕不能以銅試驗取代附著量測定的目的。
3.堅實性
所謂堅實性就是鍍鋅層與鋼鐵密合性,主要要求鍍鋅構件在整理、運搬、保管及使用中具有不得剝離的性質,一般檢驗法有錘打法、擠曲法、卷附法等。
錘打法是以錘打擊試片,鍍層皮膜表面的狀態。把試片固定,免得因錘支持臺等高且水平,錘以支持臺為中心,使柄重垂直位置自然落下,以4mm間隔平行打擊5點,觀察皮膜是否剝離以為判斷。但是,距離角或端10mm以內,不得作此試驗,同一處不可打擊2次以上等。此法較普遍,適用于鋅、鋁等皮膜堅實測試。其它如擠曲法、卷附法一般很少用,故暫且不提。
一般人常有一種錯誤觀念,往往為了方便量測堅實性,拿兩個鍍鋅鋼材,以邊角互相敲擊,觀察邊角剝落情形以為判斷。若邊角處剛好有幾處較厚的鋅粒。在作業中沒處理好,則一用力敲擊,厚的鋅粒一定會剝落。故此法不能用來判定正常鍍鋅皮膜與鐵基的密合性。
附著量、均一性及堅實性,即為一般規格定義熱浸鍍鋅質量檢驗的項目。亦是一般正式檢驗報告的標準。
